Den danske møbelproducent Tvilum er en af de største producenter af ”saml selv” møbler og sælger globalt otte millioner møbler om året gennem forskellige møbelkæder. I deres moderne og automatiserede produktionsanlæg lægger Tvilum stor vægt på processikkerhed og økonomisk effektivitet.
Dette er en af grundene til, at Tvilum har opgraderet vakuumforsyningen til to af deres palleteringsrobotter til MINK klovakuumteknologi fra Busch Vacuum Solution. Palletering af flade pakker er således blevet problemfri og driftsomkostningerne er drastisk reduceret.
Om Tvilum
Tvilum blev grundlagt i 1965 som en familievirksomhed. Efter forskellige fusioner tilhører virksomheden i dag den danske investor gruppe bestående af Viking Trading ApS, Kristiansen Properties og CEO Torben Porsholdt.
I dag fremstiller Tvilum møbler i forskellige stilarter og designs.
Tvilum sælger deres møbler over hele verden gennem forskellige møbelkæder. Tvilums hovedkontor og fabrik ligger i Faarvang, og har 450 ansatte. Virksomheden har yderligere 700 ansatte på to fabrikker i Danmark samt Polen.
Førhen: Pakker faldt af
På fabrikken i Faarvang palleteres møbeldelene, der er pakket i flade pakker, af to robotter og klargøres til forsendelse i en fuldautomatisk proces.
Ved hjælp af de to robotter (billede 1) fastholdes de flade pakker ved vakuum via sugekopper og stables på paller.

For at frembringe den nødvendige holdekraft var der monteret en tørtløbende lamelvakuumpumpe med en pumpehastighed på 140 kubikmeter i timen på hver af de to robotter. De leverede imidlertid ikke den nødvendige holdekraft med det resultat, at pakkerne faldt af flere gange om dagen, hvilket fik systemet til at stå stille og krævede manuel inspektion fra personalet. Dette resulterede også ofte i materielle skader.
Vedligeholdelsestekniker Peter Larsen forsøgte at gøre den automatiserede håndteringsproces mere sikker og tilføjede en ekstra vakuumpumpe til hver robot. Disse havde hver en pumpehastighed på 70 kubikmeter i timen. Som et resultat blev systemet mere pålideligt og reducerede antallet af pakker, der faldt.
Støjsituationen
Et andet problem var støj fra lamel-vakuumpumperne.
Vakuumpumperne var placeret direkte ved siden af robotterne, og deres støjniveau påvirkede arbejdsstationerne i nærheden. Peter Larsen forsøgte at montere et kabinet omkring vakuumpumperne, men det var ikke en vellykket løsning, fordi varmestrålingen fra vakuumpumperne fik varme til at opbygges inde i kabinettet.
Pumperne blev herefter placeret i et separat rum og blev tilsluttet robotterne via en rørledning. Dette løste problemet med støj og varmestråling i pakkerummet – eller i det mindste flyttede problemet et andet sted hen.
Vakuumpumperne havde dog stadig brug for dyr og tidskrævende service. To gange om året blev vakuumpumperne repareret – og lamellerne blev skiftet.
De anvendte vakuumpumper med lameller var såkaldte tørtløbende vakuumpumer. Med denne type vakuumpumpe udsættes lamellerne i pumpehuset for kraftig slitage, fordi de slibes direkte langs indersiden af væggen i pumpehuset. Lamellerne, der indeholder grafit, har en vis selvsmørende kapacitet, hvilket bremser slitage noget, men kan ikke forhindre det. Da disse lameller slides, er der også et tab af ydeevne med hensyn til pumpehastighed og vakuumydelse.
Fordele ved klovakuumpumper
Tvilum blev præsenteret for Busch Vakuumteknik A/S og virksomhedens MINK klovakuumpumper, som kan justeres via en frekvensomformer.
Peter Larsen kiggede nærmere på denne type vakuumteknologi og så følgende fordele: MINK vakuumpumper komprimerer luften helt kontaktfri. Dette betyder, at de bevægelige dele inde i vakuumpumpen ikke kommer i kontakt med hinanden, hvilket eliminerer alt slitage, der kan påvirke ydeevnen negativt. Det kontaktfrie komprimeringsprincip har også den fordel, at det er ekstremt energieffektivt og kræver mindre strøm end en tørtløbende vakuumpumpe.
En yderligere fordel var, at klovakuumpumperne kan varierer i området mellem 10 og 60 Hertz via en frekvensomformer. Dette tillader, at et forudindstillet vakuumniveau opretholdes nøjagtigt og sikrer en konstant høj holdekraft – uanset pakningens størrelse eller om lækager i sugekoppen gør, at den suger mere eller mindre ”falsk luft ind”.
Peter Larsen blev overbevist af MINK klovakuumteknologien.
Det nye system
Vakuumeksperter fra Busch Vakuumteknik anbefalede et vakuumsystem, der bestod af to MINK klovakuumpumper (billede 2), hver med en pumpehastighed på 140 kubikmeter i timen. De to pumper blev forbundet parallelt med et efterspørgselsdrevet styresystem. De blev installeret i et separat rum og forbundet til de to robotter via en rørledning. Umiddelbart efter ibrugtagning blev det klart for Tvilum, at klovakuumpumperne kører meget mere støjsvag end de tørtløbende lamelvakuumpumper. Efter et års drift har systemet endnu ikke tabt en pakke på grund af utilstrækkelig holdekraft. Derudover er vedligeholdelsesindsatsen minimal sammenlignet med de tidligere lamelvakuumpumper.

Gearolien skiftes kun en gang om året som en forholdsregel.
Da klovakuumpumperne ikke har sliddele, elimineres omkostningerne til udskiftning eller køb af dem helt.
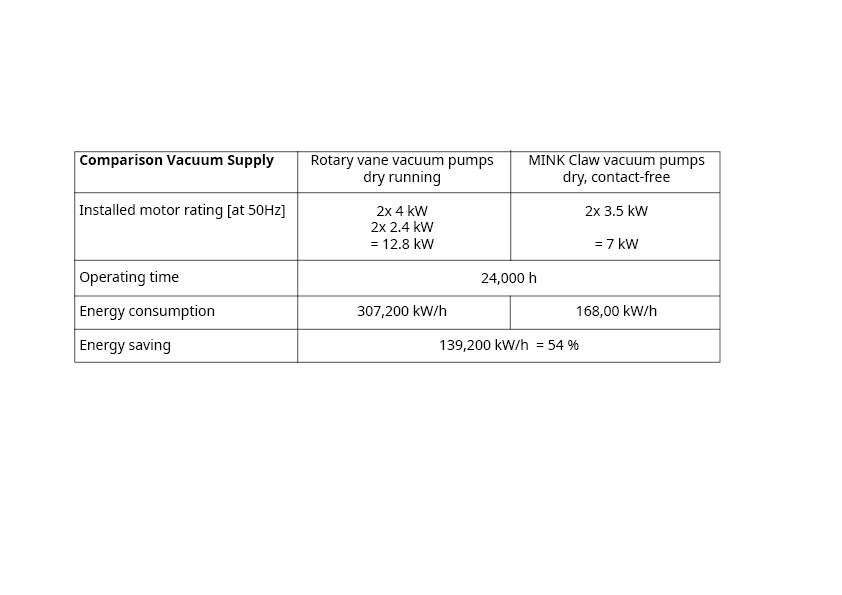
En anden positiv effekt er energibesparelserne. Peter Larsen anslår dem til at være over 50 procent. Mens der tidligere var installeret fire lamelvakuumpumper med to 4 kW motorer og to 2,4 kW motorer, kræver de to vakuumpumper hver 3,5 kW til 50 Hz drift. Da de er efterspørgselsdrevet, kræves der normalt ikke fuld effekt, hvilket betyder, at energiforbruget er endnu lavere end ved beregningen (fig. 3).
Peter Larsen havde også en anden idé om at spare energi.
Han havde tidligere brugt ejektorer til at generere vakuum på fire enheder ved pakkemontering. Disse enheder indsætter de individuelle pakkeark i møbelkasserne (billede 4).

Den komprimerede luft, der kræves af ejektorerne til vakuumgenerering, blev førhen leveret af en kompressor. Ejektorerne blev fjernet, og alle fire pakkerektorer blev også forbundet til Busch vakuumsystemet.
Systemet havde tilstrækkelige reserver, så det kunne også forsyne disse enheder med vakuum, og den tidligere brugte kompressor var ikke længere nødvendig, hvilket igen har en positiv effekt på energibalancen.
Inspireret af disse succeser med at optimere processikkerhed under pakning og de enorme energibesparelser, er Peter Larsen overbevist om, at han vil være i stand til at implementere yderligere optimeringsforanstaltninger på fabrikken ved hjælp af MINK klovakuumteknologi.