ASSTEC Assembly Technology GmbH & Co. KG har specialiseret sig i at udvikle og skabe ergonomiske arbejdsområder.
Deres sortiment består af alt fra levering af individuelle komponenter til fremstilling, montering, testning til arbejdspladser, og så til design og fremstilling af individuelle arbejdsstationer til fuldskala industriproduktion.
Når man fremstiller bordplader eller arbejder med materiale til konstruktion af varearmaturer, skinner, skuffer og hylder, bruger ASSTEC normalt højtrykslaminat (HPL) paneler behandlet på en CNC-maskine. Disse paneler er fastspændt på et vakuumbord.
For at generere det nødvendige vakuum er ASSTEC afhængig af en MINK klovakuumpumpe fra Busch. Vakuumpumpen genererer et konsekvent ”højt” vakuum, der gør det muligt at holde selv små arbejdsstykker sikkert.
De forskellige afdelinger på ASSTECs hovedkontor i Rottweil (værksted, værktøjer, design, implementering) arbejder for at opnå effektivitet i alle deres aspekter af produktionsprocesserne på tværs af alle sektorer i fremstillingsindustrien.
De tilbyder også konsulentydelser, med workshops omkring emner som layout og materiale flow planlægning, reduktion af værktøjstider, ergonomisk arbejdsstationsdesign og butiksindretning.
ASSTEC adresserer alt, som gør produktionen hurtigere og mere effektiv, samtidig med at arbejdsstationerne bliver mere ergonomiske og sikre.
Efter at have arbejdet med sine klienter for at udvikle et koncept laver ASSTEC prototyper i karton i fuld skala (1:1) til at udføre tests. Næste trin består af design og produktion af de enkelte arbejdsstationer (figur 1) og deres udstyr.

Når ASSTEC arbejder med paneler, bruger de overvejende HPL i forskellige tykkelser, som derefter behandles på en CNC-maskine (figur 2). Denne maskine bruges også til at male eller grave polykarbonat samt andre plast- og aluminiumspaneler.

Producenten installerede fire ejektorer på maskinen. Hver af disse ejektorer forsyner en af de fire kvadranter som er fordelt på bearbejdningsbordet.
Hver kvadrant måler 3.000 x 500 millimeter. Dette gjorde det muligt for maskinen at holde paneler på op til 2 x 3 meter sikkert. Det vakuum, der blev genereret igennem ejektorerne, var stærkt nok til at holde paneler, der dækkede en af bordets fire kvadranter. Dog var vakuummet for svagt til at de små paneler, hvilket betød de ofte rutsjede tværs over bordet, midt under processen.
For at imødegå dette, forsøgte virksomheden at reducere maskinens arbejdshastighed, dette var dog en utilstrækkelig løsning.
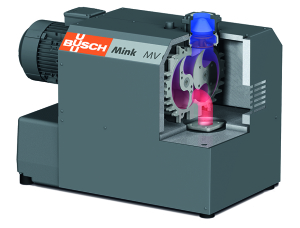
Marc Blessing, administrerende direktør hos ASSTEC, søgte derfor en bedre teknisk løsning og talte med vakuumspecialisterne fra Busch. De anbefalede at bruge en MINK MV klovakuumpumpe, som kunne erstatte de fire eksisterende ejektorer.
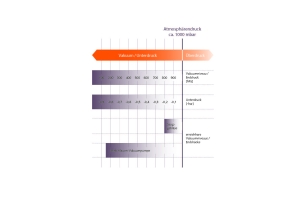
ASSTEC besluttede at implementere denne løsning, og erstattede derefter de fire ejektorer med en MINK MV klovakuumpumpe (figur 3), som nu genererer tilstrækkelig effekt til at dække alle fire vakuumsektorer – hele bearbejdningstabellen. Desuden er deres vakuumniveau på 150 millibarer (absolut) betydeligt højere end vakuumniveauet på 800 millibars (absolutte) af de gamle ejektorer (figur 4). MINK MV klovakuumpumper er næsten vedligeholdelsesfri. Kun olien i gearkassen skal udskiftes hvert andet år. Takket være vakuumniveauet kan selv små arbejdsstykker nu fastspændes under bearbejdning.
Det fysiske grundlag for fastspænding med vakuum
Årsagen til at bruge et vakuumbord til fastspænding, er f.eks. for at holde et fladt emne i metal eller træ sikkert fastspændt under bearbejdningsprocessen. En fordel er, at der ikke er brug for manuelt at fastspænde emnet, derved spares der en del arbejdstid for medarbejderne, og der er ikke nogen trykmærker på arbejdsstykkerne bagefter.
En kombination af forskellige faktorer afgør, om et emne holdes sikkert eller ej.
I fysiske termer er det faktisk ikke vakuummet der fastholder emner, men snarere det atmosfæriske tryk. Vakuumsystemet giver simpelthen tilstrækkeligt negativt tryk på den ene side for at tillade det atmosfæriske tryk at holde emnet nede, ved at ”trykke” med sin fulde kraft. Fra et teknisk perspektiv reduceres trykket mellem arbejdsstykket og bearbejdningsbordet under fastspændingen, fordi luften udsuges.
Tryk, overflade, holdkraft
I fysikken defineres tryk som den kraft, der påvirker et bestemt område – hvilket gør det til en funktion af kraft og område (figur 5).
Nedenstående eksempel viser, hvordan denne funktion beregnes:
Et HPL-panel er anbragt på CNC maskinen vakuumbord, der er klar til bearbejdning.
Med målene 500 x 3000 millimeter, svarer størrelsen præcis til en af kvadranterne.
De øvrige tre kvadranter adskilles fra vakuumforsyningen med lukkeventiler.
Udregning af holdkraft med en ejektor (800 millibar (abs.))
Atmosfæriske tryk: 1,000 mbar
Negativt tryk produceret af ejektoren: 800 mbar
Dimension af træ panel: 3,000 x 500 mm
Støtteflade = klemmeoverflade
3,000 x 500 mm = 1,500,000 mm2 = 1.5 m2
Tryk forskel:
1,000 mbar – 800 mbar = 200 mbar = 20,000 Pa [N/m2]
Holdkraft
F = p x A
F = 20,000 N/m2 x 1.5 m2 = 30,000 N
= 3,000 kg
Det betyder, at trykforskellen på 200 millibar mellem atmosfærisk tryk og det negative tryk, der genereres af ejektoren, fører til en holdkraft på 30.000 N.
HPL-panelet presses derfor på maskinens bord med en vægt på 3 tons.
Hvis brugeren ønsker at klemme et mindre HPL-panel til bearbejdningsbordet, falder holdekraften ved at bruge samme formel. I dette tilfælde antages det, at det frie rum på vakuumbordet er lufttæt og dækket af panelmateriale eller film.
Hvis et HPL-panel med dimensioner på 150 x 150 mm er fastspændt, er holdkraften kun 450 N, hvilket svarer til en vægt på 45 kg, der trykker panelet på maskinens bord. Afhængigt af hvad brugeren gør på panelet, kan en holdkraft på 450 N være for lille til at sikre, at panelet holdes sikkert.
Hvis dette lille HPL-panel nu er fastspændt på bearbejdningsbordet under de samme betingelser med en MINK klovakuumpumpe, vil holdekraften blive mere ned firdoblet. Årsagen til dette er den øgede trykforskel mellem atmosfærisk tryk og vakuummet på 150 millibar genereret af vakuumpumpen. I matematiske termer øges kraften på 450 N ved fastholdelse med en ejektor til 1.912 N, når den klemmes sammen med MINK vakuumpumpen. Vægten på panelet øges altså fra 45 til 191 kg.
Som følge heraf kan vi konkludere, at jo mindre et HPL-panel er, desto højere skal vakuumpumpens trykforskel eller vakuumniveau være. Disse beregninger forudsætter dog, at den del af vakuumbordet, der ikke dækkes af panelet, dækkes på anden vis, så de forbliver lufttætte.
Hvis dette ikke er tilfældet, suges “lække luft” ind i systemet. Hvis vakuumpumpen er stor nok, og pumpens hastighed er høj nok, vil den stadig opnå det nødvendige vakuumniveau. Hvis vakuumpumperne er for små, er der dog risiko for, at “lækage luft” suges ind i systemet, og vil have en negativ effekt på vakuumniveauet og som følge heraf holdkraften.
ASSTEC har brugt MINK klovakuumpumpen siden begyndelsen af 2018.
Direktør Marc Blessing understreger, at de ikke har oplevet nogen holdeproblemer siden da, og at vakuumpumpen leverer et konstant højt vakuumniveau til deres yderste tilfredshed.
Vil du høre mere om MINK og dens muligheder kan du kontakte Busch,
Du kan også skrive dig op til Buschs nyhedsbrev eller følge dem på LinkedIn.